In coated sand casting process, coated sand components generally consist of refractory materials, bonding agents, curing agents, lubricants and special additives.
1.Refractory material is the main body of coated sand. The requirements for refractories are: high refractoriness, less volatiles, round and solid particles, etc.
Natural scrubbing silica sand is generally used.The requirement for silica sand is: high content of SiO2 (more than 90% for cast iron and non-ferroalloy castings and more than 97% for steel castings);The mud content is not more than 0.3% (for scrubbing sand) -- [The mud content of the washed sand is less than specified; the particle size ① is distributed on 3 ~ 5 adjacent sieve numbers; the particle shape is round, and the angle factor shall not be greater than 1.3; and the acid consumption value shall not be less than 5ml.
2. Phenolic resin is widely used as binder.
3. Urotropine is usually use as that curing agent; Lubricant is generally calcium stearate, its role is to prevent coated sand caking, increase mobility.The main role of additives is to improve the performance of coated sand.
4. The basic composition of the precoated sand and the distribution ratio (mass fraction,%) show that the raw sand is 100% of the scrubbing sand, 0 to 3.0% of phenolic resin, 10 to 15% of urotropine (aqueous solution 2), 5 to 7% of calcium stearate, and 0.1 to 0.5% of additives. 1:2) 10-15% of resin, 5-7% of calcium stearate and 0. 1-0.5% of additive.
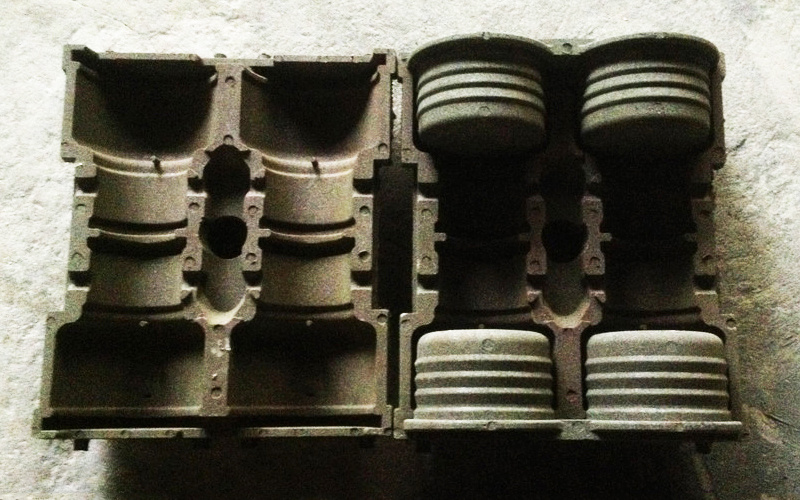
Now in coated sand casting process, most foundries will use ceramic foundry sand to replace the traditional silica sand, using ceramic foundry sand to make sand mold, so that the shell mold and shell core can have high temperature resistance, low expansion, easy collapse, high strength and low gas generation.Especially for the complex shape of the core, it can also solve the problem that the sand is not easy to compact.
In recent years, almost all large-scale foundries are using ceramic foundry sand as raw sand to produce coated sand, typical enterprises are:: Chongqing Changjiang River Moulding Material (Group )Co., Ltd., Beijing Renchuang Science & Technology Group, Taiwan Chinching Group, Tianjin New Wei San Industrial Co., Ltd.,Huettenes-Albertus Chemische Werke GmbH (HA).
In recent years, the application of ceramic foundry sand shell mold precision casting technology has developed very rapidly, from the initial bucket teeth of construction machinery to the current valve plumbing and other general parts, from automobile spare parts to tool hardware parts, from cast iron, cast carbon steel to stainless steel, heat-resistant steel and non-ferrous alloys, which extends to the original sand casting, metal casting and precision casting. Good economic and social benefits have been achieved.